


OEE – Gesamtanlageneffektivität
Anlagenleistung wirklich ausschöpfen: Was hinter Ihrer OEE steckt und wo die meisten Betriebe Potenzial liegen lassen
Zuletzt aktualisiert: Juni 2026
Sie haben eine Anlage, die läuft. Die Schicht läuft durch, die Mannschaft ist da, die Aufträge werden abgearbeitet.
Und trotzdem stimmt am Ende die Stückzahl nicht, manchmal die Qualität, manchmal beides.
Die Regel sieht meistens so aus: Der Grund ist fast immer derselbe. Die Verluste sind da, sie wurden bisher nur nicht systematisch erfasst. Im Alltag bleibt selten Zeit, genau hinzuschauen.
An diesem Punkt hilft die OEE, die Gesamtanlageneffektivität. Sie funktioniert als Diagnoseinstrument: Sie zeigt Ihnen, wo Ihre Anlage Leistung verliert, und gibt Ihnen eine Grundlage, um gezielt gegenzusteuern.
In diesem Beitrag erkläre ich, was die OEE wirklich misst, wie die Berechnung funktioniert und vor allem, worauf es in der Praxis bei der Erhebung ankommt.
Auf einen Blick
- Die OEE bündelt drei Kennzahlen: Verfügbarkeit × Leistungsgrad × Qualitätsgrad.
- Im Rechenbeispiel: 85 % × 81 % × 92,5 % = 64 % Gesamtanlageneffektivität.
- 85 % gelten international als Spitzenwert. Aussagekräftiger als der Absolutwert ist der Trend über die Zeit.
- In der metallverarbeitenden Serienfertigung sind Rüstzeiten meist der größte und am leichtesten angehbare Hebel.
Was die OEE misst und warum das mehr ist als eine Formel
Die Gesamtanlageneffektivität setzt drei Faktoren ins Verhältnis: Verfügbarkeit, Leistungsgrad und Qualitätsgrad. Das Ergebnis ist ein Prozentwert. Er sagt Ihnen, wie viel Ihrer geplanten Produktionszeit tatsächlich in gute Teile geflossen ist.
Die Formel lautet: OEE = Verfügbarkeit × Leistungsgrad × Qualitätsgrad
Verfügbarkeit beschreibt, wie lange Ihre Anlage tatsächlich produzieren konnte, abzüglich aller Stillstände, geplanter wie ungeplanter. Rüstzeiten, Reparaturen, Materialengpässe oder fehlendes Personal gehen von der Verfügbarkeit ab. Wichtig dabei: Bevor Sie anfangen zu messen, müssen Sie klären, welche Zeiten einfließen und welche nicht. Ein Beispiel: Wenn eine halbe Stunde Pause planmäßig abgezogen wird, sinkt die Basis von 8 Stunden auf 7,5 Stunden. Wer das nicht sauber definiert, streitet hinterher über die Zahlen statt über die Maßnahmen.
Leistungsgrad ist das Verhältnis von tatsächlicher zu theoretisch möglicher Stückzahl. Wenn Ihre Anlage 580 Teile pro Schicht schaffen könnte, aber nur 470 produziert hat, liegt der Leistungsgrad bei etwa 81 %. Mikrounterbrechungen, reduzierte Geschwindigkeit und kurze, selten erfasste Störungen fressen Leistung.
Qualitätsgrad beschreibt den Anteil einwandfreier Teile an der Gesamtproduktion. Nacharbeit, Ausschuss und Teile, die wegen qualitätssichernder Maßnahmen vernichtet werden: Alles, was nicht direkt als Gutteil zum Kunden geht, senkt diesen Wert.
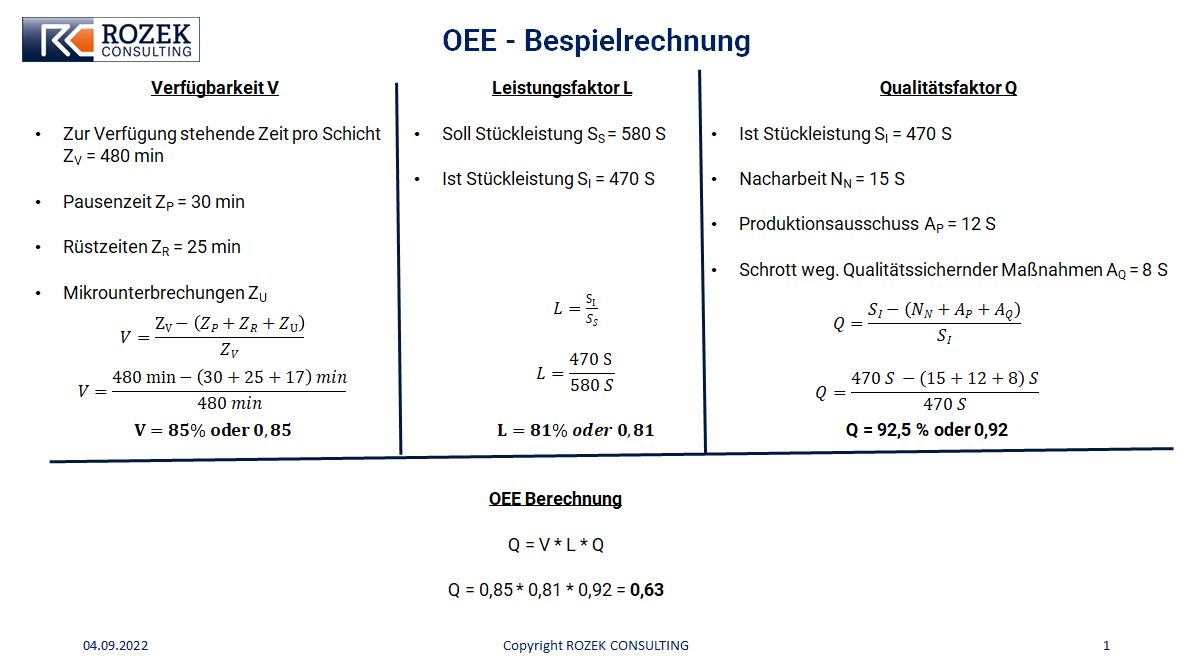
Eine Beispielrechnung aus der Praxis
Um greifbar zu machen, wie die OEE funktioniert, hier eine typische Situation aus der metallverarbeitenden Serienfertigung:
Verfügbar sind 480 Minuten pro Schicht. Davon gehen ab: 30 Minuten Pause, 25 Minuten Rüstzeit, 17 Minuten Mikrounterbrechungen. Netto laufen also 408 Minuten, das ergibt eine Verfügbarkeit von 85 %.
Die Anlage hätte 580 Teile pro Schicht schaffen können, produziert hat sie 470. Das ergibt einen Leistungsgrad von 81 %.
Von den 470 Teilen sind 35 weggefallen: 15 Teile Nacharbeit, 12 Teile Produktionsausschuss und 8 Teile Schrott aus qualitätssichernden Maßnahmen. Der Qualitätsgrad liegt damit bei 92,5 %.
OEE = 0,85 × 0,81 × 0,925 = 64 %
Das klingt zunächst nicht schlecht. Es bedeutet aber: 36 % der geplanten Kapazität sind verloren gegangen, und im Tagesgeschäft fällt das meist nicht auf. In einer typischen Schicht von 8 Stunden sind das fast 3 Stunden verlorene Produktionszeit.
Was bei der Erhebung wirklich entscheidend ist
Ich habe die OEE in mehreren metallverarbeitenden Betrieben erhoben, unter anderem beim Rüsten einer Presse und an einer Schweißanlage, in Betrieben in Thüringen und Nordrhein-Westfalen. Was dabei immer wieder den Unterschied gemacht hat: Wir haben die Leute ihre Arbeit machen lassen.
Das klingt selbstverständlich, läuft in der Praxis aber oft anders. Wer mit der Stoppuhr daneben steht und jeden Handgriff kommentiert, bekommt kein reales Bild. Die Mannschaft arbeitet anders, wenn sie beobachtet wird. Sie brauchen den unverfälschten Ist-Zustand und keine Vorführung für den Berater.
Das bedeutet in der Praxis: zuerst beobachten, zuhören, mitlaufen, dann die Daten strukturieren und erst danach gemeinsam mit dem Team über Maßnahmen sprechen. Diese Reihenfolge ist entscheidend.
Weitere Hinweise, die sich in der Praxis bewährt haben: Weniger ist mehr. Konzentrieren Sie sich auf überschaubare, eindeutig abgegrenzte Bereiche. Zu große Erfassungsbereiche produzieren zu viele Daten und zu wenig Aussagekraft. Führen Sie nach der Berechnung immer eine Plausibilitätsprüfung durch. Wenn die Stückzahl nicht zur ermittelten Verfügbarkeit passt, stimmt entweder die Erfassung nicht oder es gibt Verluste, die bisher nicht erfasst wurden.
Was ein typischer OEE-Wert bedeutet und was nicht
Ein OEE von 85 % gilt international als Weltklasse. Diese Zahl ist allerdings mit Vorsicht zu genießen. 60 % für eine komplex verkettete Anlage oder ein aufwändiges Verfahren kann ein hervorragender Wert sein. 90 % für eine hochautomatisierte Einproduktanlage ist dagegen eher unteres Mittelfeld. Aussagekräftig ist vor allem der Trend, weniger der absolute Wert. Verbessert sich Ihre OEE über die Zeit? Dann arbeiten Sie im richtigen Bereich.
Was die OEE nicht misst: die Leistung Ihrer Mitarbeiter. Das ist ein wichtiger Punkt, besonders wenn der Betriebsrat eingebunden werden muss. Die OEE analysiert die Anlage, nicht die Menschen dahinter. Wer das von Anfang an deutlich kommuniziert, vermeidet unnötige Widerstände.
FAQ: Häufige Fragen zur OEE
Für welche Anlagen ist die OEE sinnvoll?
Vor allem für die Serienfertigung, klassisch in der Automobilindustrie und bei Zulieferern, aber auch überall dort, wo teure Investitionsgüter möglichst gut ausgelastet sein müssen. Einzelfertigung oder stark variierende Prozesse sind weniger geeignet.
Welche Fehler sollte man bei der Erfassung vermeiden?
Der häufigste Fehler ist eine unklare Definition von Stillstandszeiten. Was zählt als Stillstand, was nicht? Wenn das nicht vorher geklärt ist, werden die Zahlen hinterher angezweifelt. Der zweite häufige Fehler: zu große Erfassungsbereiche. Lieber eine Linie sauber erfassen als fünf Linien unscharf.
Was sind typische Ursachen für niedrige OEE-Werte?
In der metallverarbeitenden Serienfertigung sind es meistens: lange oder häufige Rüstzeiten, Materialengpässe, Mikrounterbrechungen, die kaum erfasst werden, und Ausschuss oder Nacharbeit durch instabile Prozesse. Rüstzeiten sind dabei oft der größte Hebel und gleichzeitig der am einfachsten angehbare.
Wie nutze ich die OEE sinnvoll für Verbesserungen?
Die OEE zeigt Ihnen, wo die größten Verluste liegen. Was Sie dann tun, hängt vom Verlusttyp ab. Hohe Rüstzeiten? Die SMED-Methode. Häufige Anlagenausfälle? Vorausschauende Instandhaltung. Ausschuss und Nacharbeit? Prozessstabilisierung und 5S als Grundlage. Die OEE ist der Kompass, die Methode wählen Sie danach aus.
Ihre nächsten Schritte
Zu hohe Rüstzeiten belasten derzeit Ihre Produktion und stehlen Ihnen wertvolle Fertigungszeit? Dann habe ich zwei Vorschläge für Sie:
Wie stark sich das in der Praxis auswirkt, zeigt dieses Beispiel aus einem metallverarbeitenden Betrieb:
Rüstzeit von 90 auf 28 Minuten in sechs Wochen.
- Die OEE bündelt drei Kennzahlen: Verfügbarkeit × Leistungsgrad × Qualitätsgrad.
- Im Rechenbeispiel: 85 % × 81 % × 92,5 % = 64 % Gesamtanlageneffektivität.
- 85 % gelten international als Spitzenwert. Aussagekräftiger als der Absolutwert ist der Trend über die Zeit.
- In der metallverarbeitenden Serienfertigung sind Rüstzeiten meist der größte und am leichtesten angehbare Hebel.
- Wir sprechen unverbindlich über Ihre Herausforderungen beim Rüsten Ihrer Maschinen und Anlagen. Oft helfen im kollegialen Austausch schon 2 oder 3 Impulse, um die Situation spürbar zu verbessern. Buchen Sie dazu jetzt Ihren Gesprächstermin.
- Wie ein Rüstworkshop ganz konkret abläuft, zeige ich hier: Rüstzeiten reduzieren im Workshop.
Über den Autor

Volker Rozek ist freiberuflicher Prozessoptimierer für die metallverarbeitende Serienfertigung, mit Sitz in Heilbad Heiligenstadt und bundesweit im Einsatz, mit Hauptgebieten in Thüringen, Südniedersachsen und Nordhessen. Über 30 Jahre Praxis in der Automobilzulieferindustrie, davon 6 Jahre in China sowie Einsätze in England und Indien, in Produktion, Prozessoptimierung und Projektmanagement. Seit 2018 unterstützt er Werks-, Produktions- und Qualitätsleiter dabei, Engpässe zu beseitigen und Abläufe dauerhaft zu stabilisieren. Er löst Probleme direkt im Betrieb, nicht vom Schreibtisch aus. Damit gewinnt Ihr Team Know-how und das Wissen bleibt in Ihrer Mannschaft.